法蘭盤毛坯加工技能簡單呈現的問題
- 時間:2019-04-12作者:聊城市盛嘉機械配件有限公司瀏覽:221
聊城市盛嘉機械配件有限公司專注于法蘭毛坯,沖壓圓片,法蘭盤等
詞條
詞條說明
1 、曲軸軸承發熱 軸套刮的不好,潤滑不良 重新刮研銅瓦,檢查潤滑情況。 2 、從軸承里流出的油里有銅屑 缺乏潤滑油,潤滑油不清潔 檢查潤滑情況,拆開軸承進行清洗 3 、導軌燒灼 導軌間隙過小、潤滑不良 、接觸不良 重新研刮導軌 、調整間隙 、注意潤滑 4 、操作時離合器不結合或結合后脫不開 回轉健用彈簧失去彈性鍵配合過緊 更換彈簧、研刮鍵的結合間隙 5、離合器脫開時滑塊不能停在上死點位置 制動
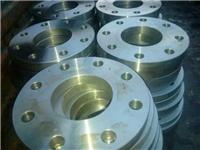
法蘭盤的出產技術首要分為鑄造、鑄造、割制、卷制這四種。 鑄造法蘭和鑄造法蘭 鑄造出來的法蘭,毛坯形狀尺度精確,加工量小,本錢低,但有鑄造缺點(氣孔.裂紋.攙雜);鑄件內部安排流線型較差(若是是切削件,流線型較差); 鑄造法蘭通常比鑄造法蘭含碳低不易生銹,鍛件流線型好,安排對比細密,機械性能**鑄造法蘭; 鑄造技術不妥也會呈現晶粒大或不均,硬化裂紋表象,鑄造本錢**鑄造法蘭。 鍛件比鑄件能接受較高
沖壓法蘭毛坯的壓料、卸料及出料零件 沖壓法蘭毛坯的壓料零件有壓邊圈、壓料板等。壓邊圈可對拉延坯料加壓邊力,然后避免坯料在切向壓力的效果下拱起而構成皺褶。壓料板的效果是避免坯料移動和彈跳。**出器、卸料板的效果是便于出件和整理廢料。它們由繃簧、橡膠和設備上的氣墊推桿支撐,可上下運動,**出件設計時應具有滿足的**出力,運動要有限位。卸料板應盡量縮小閉合區域或在操作方位上銑出白手槽。露出的卸料板的四周應設
毛坯的選擇原則(一)零件的生產綱領 大量生產的零件應選擇精度和生產率高的毛坯制造方法,用于毛坯制造的昂貴費用可由材料消耗的減少和機械加工費用的降低來補償。如鑄件采用金屬模機器造型或精密鑄造;鍛件采用模鍛、精鍛;選用冷拉和冷軋型材。單件小批生產時應選擇精度和生產率較低的毛坯制造方法。(二)零件材料的工藝性 例如材料為鑄鐵或青銅等的零件應選擇鑄造毛坯;鋼質零件當形狀不復雜,力學性能要求又不太高時,可選
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 聊城市盛嘉機械配件有限公司
聯系人: 盛懷勇
電 話: 0635-8880645
手 機: 18863508102
微 信: 18863508102
地 址: 山東聊城聊城市開發區蔣官屯工業園
郵 編:
網 址: sjjscl.cn.b2b168.com
相關推薦







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 聊城市盛嘉機械配件有限公司
聯系人: 盛懷勇
手 機: 18863508102
電 話: 0635-8880645
地 址: 山東聊城聊城市開發區蔣官屯工業園
郵 編:
網 址: sjjscl.cn.b2b168.com
- 相關企業
- 興化市遠創不銹鋼制品廠
- 河北東派管業有限公司
- 山東鼎財金屬制品有限公司
- 浙江天辰不銹鋼有限公司
- 撫順市萬順鍛造廠
- 浙江天辰不銹鋼有限公司
- 濟南派沃工程機械有限公司
- 北京市立教機械配件加工廠
- 聊城市佳輝機械配件有限公司
- 青島工力鑄造有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦


¥40.00

¥15.00


¥2150.00

¥30.00


¥280.00

¥3500.00

¥8.00
¥13800.00