摩擦焊共享系統故障排除
- 時間:2021-04-16作者:永康市國海自動化設備有限公司瀏覽:480
永康市國海自動化設備有限公司專注于摩擦焊,連續驅動摩擦焊機,摩擦焊機,金屬摩擦焊機,旋轉摩擦焊機,金屬摩擦焊設備等
詞條
詞條說明
15K超聲銅鋁金屬點焊機工作原理:15K超聲波金屬點焊的原理是通過超聲波傳感器將高頻電能轉化為高頻振動能,焊接非鐵磁性金屬材料工件。焊件之間的連接是通過聲學系統的高頻彈性振動和工件之間的靜態毅力來實現的。超聲波發生器是一種將共頻電流轉化為超聲波頻率的振蕩電流的變頻裝置,通過壓電效應將發生器饋入的超聲波頻率電能轉化為機械振動能械振動能。聚能器用于放大振幅和耦合負載,在靜壓和彈性振動能的共同作用下,將
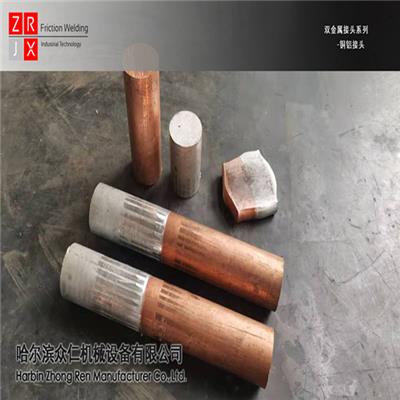
摩擦焊機原理:在壓力作用下,通過待焊工件的摩擦界面及其附近溫度升高,材料的變形抗力降低、塑性提高、界面氧化膜破碎,伴隨著材料產生塑性流變,通過界面的分子擴散和再結晶而實現焊接的固態方法。摩擦焊通常由如下四個步驟構成:1.機械能轉化為熱能2.材料塑性變形3.熱塑性下的鍛壓力4.分子間擴散再結晶摩擦焊優勢:摩擦焊相對傳統熔焊較大的不同點在于整個焊接過程中,待焊金屬獲得能量升高達到的溫度并沒有達到其熔點
1、控制箱、電源箱平時處于關閉狀態;2.正確設置焊接電源功能開關; 3.將焊接管段吊裝或移入焊機滾輪時,不得撞到焊機,應輕輕放在滾輪上; 4.焊機配套車輛的放置位置和高度合適,保證焊接工件處于水平位置;5.只有確認橫臂鎖緊機構處于開啟狀態,才能提升橫臂;6.嚴禁通過橫臂電機升降直接壓縮焊接工件,壓縮輪接觸工件后手動壓縮; 7.焊接工件應根據其管徑放置在相應的滾輪組上; 8.焊機主要依靠摩擦力驅動被
摩擦焊焊接工藝介紹工藝特點1) 焊接施工時間短,生產效率高。例如發動機排氣門雙頭自動摩擦焊機的生產率可達800~1200件/h。對于外Φ127mm、內徑Φ95mm的石油鉆桿與接頭的焊接,連續驅動摩擦焊僅需要十幾秒鐘。2)因焊接熱循環引起的焊接變形小,焊后尺寸精度高,不用焊后校形和消除應力。用摩擦焊生產的柴油發動機預燃燒室,全長誤差為±0.1mm;**焊機可保證焊后的長度公差為±0.2mm,偏心度為
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 永康市國海自動化設備有限公司
聯系人: 胡經理
電 話: 0579-87211096
手 機: 13967913621
微 信: 13967913621
地 址: 浙江金華永康市象珠工業區金雞路58號
郵 編:
相關推薦




相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 泰源壓縮機械(浙江)有限公司
- 四川幫浦電子有限公司
- 揭陽昱升工貿有限公司
- 固安縣中宏濾清器廠
- 濟寧鑫宏工礦機械設備股份有限公司
- 江門市吉米焊接科技有限公司
- 深圳市柏泰機電設備有限公司
- 上海羅臻機電設備有限公司
- 東莞市勝川電子設備有限公司
- 青島天智達塑膠集成有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦


¥280000.00
科鼎數控,臺式鋁摩擦焊接機,龍門式攪拌摩擦焊設備,摩擦焊接機
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00