舍棄式螺旋刀刀軸的特點
- 時間:2019-03-15作者:深圳市精工研木工刀具有限公司瀏覽:340
深圳市精工研木工刀具有限公司專注于真空吸塑膠,舍棄式螺旋刀,數(shù)控木工車刀等
詞條
詞條說明
膜壓工件間距:寬度小于10cm的窄長工件,工件間距不小于8cm;寬度大于10cm的工件,工件間距不小于6cm;工件與工作臺邊框的間距不小于8cm橫縱向的間距應在一條直線上,以減少空氣流動的阻力,2.4.2工件墊板:墊板的寬度和長度均應比工件的寬度和長度小6-10mm墊板的上表面四周的棱角應倒半徑3mm-5mm的圓角或倒3×45℃角,以保證PVC膜與工件間的空氣被徹底抽凈,達到PVC膜牢固地膠合到工
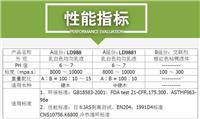
冷壓拼板膠是水基型雙組份粘合劑,同固化劑按推薦比例配合使用可達最佳效果。常溫固化、膠膜耐水耐熱。達JAS冷/沸水測試要求,復合歐盟D4等級標準。通過十環(huán)認證、通過GB/T18583-2008、ROHS、REACH、鄰苯17P等檢測 應用范圍:常見的東北樺、橡膠木、荷木、卡思楠、松木、柏木及雜木、櫸木、白臘木、水曲柳、粟木、紅桉、橡木、柚木、波羅格等多種木材冷壓粘接膠合 加壓壓力:材質(zhì)密度20倍數(shù)量
冷壓拼板膠是水基型雙組份粘合劑,同固化劑按推薦比例配合使用可達最佳效果。常溫固化、膠膜耐水耐熱。達JAS冷/沸水測試要求,復合歐盟D4等級標準。通過十環(huán)認證、通過GB/T18583-2008、ROHS、REACH、鄰苯17P等檢測 應用范圍:常見的東北樺、橡膠木、荷木、卡思楠、松木、柏木及雜木、櫸木、白臘木、水曲柳、粟木、紅桉、橡木、柚木、波羅格等多種木材冷壓粘接膠合 加壓壓力:材質(zhì)密度20倍數(shù)量
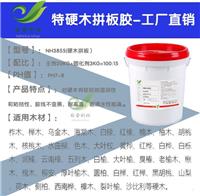
使用方法: 1、主劑與固化劑按100:10的比例攪拌均勻后使用。 2、涂膠量一般在200-300g/m2左右。 3、加壓壓力:軟木0.6Mpa以上;硬木1.0Mpa以上。 4、加壓時間:15℃時不少于60分鐘;20-30℃時不少于20分鐘。 1、卸壓后,應存放一段時間再進入下一道加工工序。 2、需要測試時請至少在3天后測試,以保證測試結(jié)果準確。做沸水煮測試時,需要7天后測試 拼板膠是指用于拼接集成
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 深圳市精工研木工刀具有限公司
聯(lián)系人: 高云燕
電 話:
手 機: 13714570562
微 信: 13714570562
地 址: 廣東深圳龍崗區(qū)深圳市龍崗區(qū)龍崗街道同樂段老榕樹街321-1號
郵 編:
網(wǎng) 址: w541812458.b2b168.com
相關(guān)推薦



相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質(zhì),所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 深圳市精工研木工刀具有限公司
聯(lián)系人: 高云燕
手 機: 13714570562
電 話:
地 址: 廣東深圳龍崗區(qū)深圳市龍崗區(qū)龍崗街道同樂段老榕樹街321-1號
郵 編:
網(wǎng) 址: w541812458.b2b168.com
- 相關(guān)企業(yè)
- 河源市固優(yōu)特新材料有限公司
- 山東裕康化工有限公司
- 梅州僑韻環(huán)保科技有限公司
- 深圳市創(chuàng)智塑膠制品有限公司
- 臨沂永安鋼瓶有限公司
- 蘇州梅尼耶環(huán)境科技有限公司
- 安米微納新材料(廣州)有限公司
- 常州科納達新材料科技有限公司
- 安米微納新材料(廣州)有限公司
- 南京市凱庫勒新材料科技有限公司
- 商家產(chǎn)品系列
- 產(chǎn)品推薦
- 資訊推薦



¥8000.00

¥2300.00

¥4500.00


¥600.00