【液壓油缸生產廠家】河北液壓油缸生產廠家
- 時間:2021-09-08作者:鹽城哈特機械有限公司瀏覽:725
鹽城哈特機械有限公司專注于cnc數控車床加工廠,非標液壓油缸,非標油缸廠家,CNC數控加工,數控加工廠家,液壓油缸生產廠家,石油機械等, 歡迎致電 18012531766
詞條
詞條說明
深孔加工全過程上都會碰到什么難題?鉸刀太長,剛度不夠,鉸削時造成震動;鉸刀主偏角過小;鉸切削刃帶窄;鉸孔容量偏;內螺紋表面有空缺、交叉式孔;孔表面有沙孔、出氣孔;機床主軸軸承松脫,無導向性套,或鉸刀與導向性套相互配合空隙過大及其因為厚壁產品工件夾裝過緊,卸掉后產品工件形變。處理對策剛度不夠的鉸刀可選用不一分齒距的鉸刀,鉸刀的安裝應選用剛度連接,擴大主偏角;采用達標鉸刀,操縱初步加工工藝流程的孔形狀
? ? ? 在數控CNC加工中心的使用中,我們根據其產品工藝的需要,根據其不同參數的刀具加工不同的工件。? ? ? 數控加工中心的換刀點通常是固定的,目前市面上的加工中心大多都帶有自動換刀裝置,所以我們可以在實際的使用中根據程序的需要進行自動換刀。對于刀庫的換刀點一定要確保在換刀時工件、夾具、刀具、機床相互之間沒有任何的碰撞和干涉。&nb
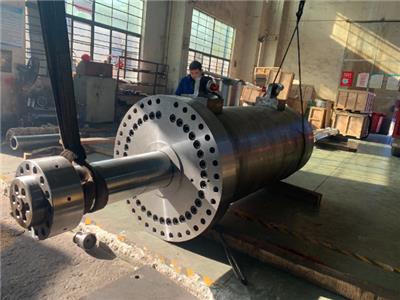
液壓支架油缸的活塞是防止液壓油內泄的主要元件,在檢查過程中可以按照正常的操作規范運轉機械,然后操作換向閥使活塞伸出到極限位置,此時液壓支架油缸處于提升狀態,拆開液壓缸回油管路的油口,觀察液壓油是否存在泄漏。如果發現有液壓油的泄漏現象,則需要檢查密封件的磨損情況以及活塞與活塞桿之間的密封圈是否完好無損。其次,如果檢查結果表明密封件以及導向支承環存在不同程度的損傷,則應該根據原有密封件或者導向支承環結
數控加工刀具的選擇 (1)刀具的選擇應根據機床的加工能力、工件材料的性能、加工工序、切削用量以及其它相關因素正確選用刀具及刀柄。刀具選擇總的原則是:安裝調整方便,剛性好、耐用度和精度高。在滿足加工要求的前提下,盡量選擇較短的刀柄,以提高刀具加工的剛性。 (2)選取刀具時,要使刀具的尺寸與被加工工件的表面尺寸相適應。生產中,平面輪廓的加工,常采用立銑刀;銑削平面時,應選鑲硬質合金刀片面銑刀;加工毛坯
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 鹽城哈特機械有限公司
聯系人: 徐清森
電 話:
手 機: 18012531766
微 信: 18012531766
地 址: 江蘇鹽城建湖縣民營工業園區
郵 編:
網 址: cxxnrk.b2b168.com







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 上海柔潤液壓科技有限公司
- 諸城久銘食品機械有限公司
- 鎰齊精機(東莞)有限公司
- 泉州市瑞斯特機電設備有限公司
- 山東志成救援科技有限公司
- 北京春橋科技有限公司
- 滄州瓦特冷彎科技有限公司
- 滄州奧騰管道有限公司
- 山東拓時機械設備有限公司
- 德州德力金機械設備有限公司
- 商家產品系列
- 儀表閥
- 儀器儀表
- 儀用電源
- 硬幣清分機
- 油泵
- 熨燙洗滌設備
- 雜質泵
- 鑿巖機
- 扎把機
- 扎口機
- 展示柜
- 展示架
- 針閥
- 真空干燥機
- 振動盤
- 蒸餾設備
- 蒸汽清洗機
- 整熨洗滌設備
- 支腿
- 織帶機
- 縫紉機
- 服務機器人
- 服裝CAD
- 服裝加工設備
- 感應器
- 高頭車
- 高壓泵
- 高壓水流清洗機
- 工業機器人
- 工業烤箱
- 產品推薦
- 資訊推薦




上海馨予閥門自動控制氣密性試驗臺XY-MGVA/ZD-400
¥20000.00