鈑金加工包含哪些工藝
- 時間:2022-02-13作者:昆山市昆馬機械鈑金有限公司瀏覽:588
昆山市昆馬機械鈑金有限公司專注于昆山激光切割加工,昆山鈑金加工,昆山精密焊接加工,昆山鐳射切割加工等, 歡迎致電 18912688123
詞條
詞條說明
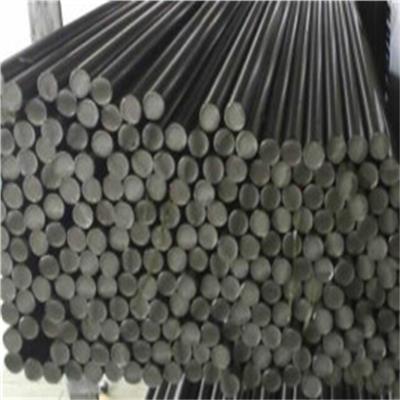
鋅層的存在給鍍鋅鋼板的焊接帶來了一定困難,主要的問題有:焊接裂紋及氣孔的敏感性增大、鋅的蒸發及煙塵、氧化物夾渣及鍍鋅層熔化及破壞。其中焊接裂紋、氣孔和夾渣是較主要的問題。焊接性⑴裂紋1) 影響裂紋敏感性的因素。① 鋅層的厚度,鍍鋅鋼的鋅層較薄,裂紋敏感性小,而熱鍍鋅鋼的鋅層較厚,裂紋敏感性較大。② 工件厚度,厚度越大,焊接拘束應力越大,裂紋敏感性越大。③ 坡口間隙,間隙越大,裂紋敏感性越大。④ 焊
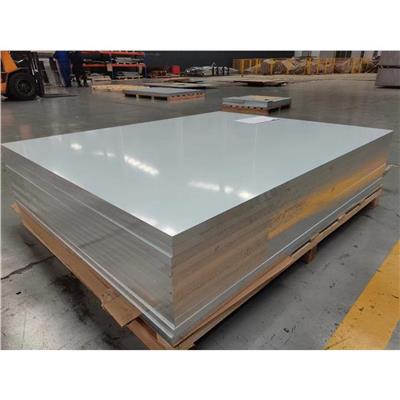
激光切割加工的主要工藝分類及說明 l、氣化激光切割加工。 在高功率密度激光束的加熱下,材料表面溫度升至沸點溫度的速度是如此之快,足以避免熱傳導造成的熔化,于是部分材料氣化成蒸汽消失,部分材料作為噴出物從切縫底部被輔助氣體流吹走。激光切割的溫度**過11000℃,足以使任何材料氣化,因此在激光切割時。除熔化外,氣化也起著重要的作用。有些材料(例如碳和某些陶瓷)的激光切割過程則純屬氣化過程。 2、熔化激
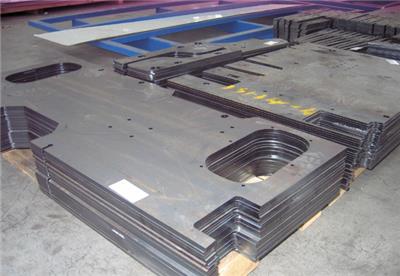
鈑金加工工藝流程詳細介紹**:數控機床開料工程圖紙拿到手后,依據展開圖及大批量的不一樣挑選不一樣落料方法,在其中有激光器,數控機床,剪板,模貝等方法,隨后依據工程圖紙作出相對應的進行。針對一些異型工件和不規律孔的生產加工,在邊界會發生比較大的毛邊樣子,要開展中后期去打磨拋光的解決。*二:研磨拋光在工件落料后,邊緣,毛邊,粘點,連皮要開展必需的整修,在數控刀片觸點處,用平挫刀開展整修,針對毛邊比較大
現階段,激光器切割加工早已廣泛運用于大家的日常日常生活,而與之有關的瓶頸問題也愈來愈多。激光器切割選用大功率激光立即對切割后的原材料開展切割,隨后迅速加溫到揮發溫度,揮發成樁。伴隨著光挪到原材料上,孔持續造成窄小的總寬(例如0.1mm),為了較好地切割原材料而將接縫處割開。如何防止激光器切割加工時的不持續切割?如何防止激光器切割加工時的不持續切割?下邊我就給各位講下防止激光器切割加工不持續的方式:
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 昆山市昆馬機械鈑金有限公司
聯系人: 于先生
電 話: 18962421459
手 機: 18912688123
微 信: 18912688123
地 址: 江蘇蘇州昆山市昆山市陸家鎮金陽路2號(白楊灣西邊)
郵 編:
網 址: jgqg.b2b168.com
相關推薦



相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 昆山市昆馬機械鈑金有限公司
聯系人: 于先生
手 機: 18912688123
電 話: 18962421459
地 址: 江蘇蘇州昆山市昆山市陸家鎮金陽路2號(白楊灣西邊)
郵 編:
網 址: jgqg.b2b168.com
- 相關企業
- 興化市國盈金屬材料有限公司
- 無錫正峰金屬制品有限公司
- 青島蘭劍工貿有限公司
- 北京弘耀不銹鋼有限公司
- 江西華威不銹鋼裝璜有限公司
- 安徽商彤商貿有限公司
- 滄州雙旺商貿有限公司
- 泰州市炬森特鋼制品有限公司
- 山東大方電氣有限公司
- 日照鴻捷裝飾工程有限公司
- 商家產品系列
- 海報印刷
- 焊接加工
- 化工產品加工
- 環保設備加工
- 機械加工
- 機械零部件加工
- 激光加工
- 擠塑加工
- 電鍍加工
- 電火花加工
- 電腦產品加工
- 電鑄加工
- 電子產品包裝
- 電子焊接加工
- 電子加工
- 電子組裝加工
- 雕刻加工
- 鍛造加工
- 辦公用品加工
- 邦定加工
- 包裝產品加工
- 包裝加工
- 包裝印刷加工
- 表面加工
- 玻璃加工
- 插件加工
- 飲料加工
- 印刷加工
- 照明加工
- 折彎加工
- 產品推薦
- 資訊推薦

¥7600.00


¥5000.00

¥29.00

¥10.00
¥100.00


¥5500.00


¥5100.00
