【涂塑鋼管廠家】高壓鍋爐鋼管除銹的基本方法如下
- 時間:2021-03-22作者:天津市信達鋼鐵有限公司瀏覽:251
天津市信達鋼鐵有限公司專注于無縫鋼管,鍍鋅鋼管,螺旋鋼管等
詞條
詞條說明
1、預熱 石化用合金管現貨電焊前,主要對合金管進行加熱,控制溫度30分鐘后開始焊接。 電焊的加熱和束溫回火處理由調溫處理的溫度控制柜主動操作。遠紅外線跟蹤板熱處理爐。全智能主動設置曲線圖并記載曲線圖,熱阻精確丈量溫度。加熱時熱阻測點距離焊縫邊緣15mm-20mm。 2、焊接方法 焊接辦法,為了防止合金管的焊接變形,每個柱接頭由兩個人對稱焊接,焊接方向從中心向兩頭。焊接內翻開(內翻開時焊縫接近梁),
如何檢測流體無縫管是否合格?檢測流體無縫管質量是否達標主要包括以下幾種方法1、檢測流體無縫管化學成分對有害化學元素As Sn Sb Bi Pb 和氣體N H O等含量提出了要求,為了提高鋼中化學成分的均勻性和鋼的純凈度,減少管坯的非金屬夾雜物并改善其分布狀態,常常采用爐外精煉設備對鋼水進行精煉,甚至采用電渣爐對管坯進行重熔精煉。2、檢測流體無縫管尺寸精度和外形無縫管的幾何尺寸主要包括鋼管的外徑、壁
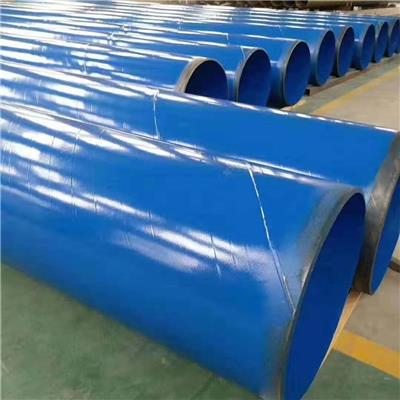
1、大口徑石油裂化管管口打磨:切割完畢,應使用角磨機對管口塑層進行打磨處理,其目的是避免在法蘭焊接時使塑層發生熔化甚至燃燒使管道破壞。管口的塑料層由角磨機拋光。 2、無縫鋼管涂塑處理:打磨完畢,使用氧氣、C2H2在管道外部對管口進行加熱,加熱到內部塑層部分有熔化現象,然后技術工人將用準備好的塑粉對管口均勻涂抹,應注意一定要涂抹到位,法蘭盤涂塑要涂抹到止水線以上。此過程應嚴格控制加熱溫度,如溫渡過高
抗靜電地鋪機房橫梁采用優質鋼管,四周無焊縫,支架上托、下托采用模具一次沖壓成型,套管采用無縫管,整體做鍍鋅防腐處理。 無縫鋼管生產時測量難點① 在熱態下測量,無縫管的表面溫度變化大 (500~1000℃)。② 工件移動速度快,達到1m/s,且工況條件較差,有大量的水汽、霧 汽、電磁噪聲等。③ 測量范圍寬(50?180mm)。推薦閱讀: 3PE防腐鋼管 大口徑螺旋鋼管 鍍鋅方矩管廠 鍍鋅無縫鋼管廠家
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 天津市信達鋼鐵有限公司
聯系人: 高經理
電 話:
手 機: 13012212588
微 信: 13012212588
地 址: 天津靜海大邱莊陳大公路源通大廈門市26號
郵 編:
網 址: hainuoer.b2b168.com
相關推薦







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 天津市信達鋼鐵有限公司
聯系人: 高經理
手 機: 13012212588
電 話:
地 址: 天津靜海大邱莊陳大公路源通大廈門市26號
郵 編:
網 址: hainuoer.b2b168.com
- 相關企業
- 大連禧盈金屬貿易有限公司
- 東莞市長安華順金屬材料有限公司
- 聊城市東昌府區拓豐鋼管有限公司
- 安平縣炅盛絲網制品有限公司
- 上海豫滬不銹鋼制造有限公司
- 東莞市富施特光電材料有限公司
- 河南邦信防腐材料有限公司
- 寶雞鈦萊康高新金屬材料有限公司
- 蘇州市虎峰金屬拉絲廠
- 聊城睿諾偉業鋼鐵銷售有限公司
- 商家產品系列
- 金
- 金屬絲繩
- 精密儀器
- 精整設備
- 井蓋
- 涂鍍產品
- 鎢鉬合金
- 鎢鐵
- 鈀
- 變形合金
- 冰洲石
- 鉑
- 不銹鋼材
- 采礦設備
- 礦山運輸設備
- 礦業設備
- 銠
- 鋰輝石
- 連鑄設備
- 釕
- 磷鐵
- 硫礦
- 鋁
- 鋁錳
- 麥飯石
- 鎂
- 錳鐵
- 碲
- 鈮鐵
- 鎳
- 產品推薦
- 資訊推薦

¥595.00


¥4.50

¥45.00



¥29.00

¥150.00

